



1st Machine Tool Accessories Ltd
At 1st Machine Tool Accessories, we provide a one-stop shop for all your workholding and machining requirements. We only stock the best items from top manufacturers. We pride ourselves in providing our customers with peace of mind and satisfaction.
We stock a fantastic range of workholding and machine tool accessories, including clamping equipment, chuck jaws, machine vices, and precision machine mounts. We also stock larger items required with production machining processes, including rotary tables suited for all manner of application and the widest range of bar feeders on the market.
-
1st MTA gains sales agency for Slovenian zero-point clamping systems
1 March 2024With immediate effect, 1st Machine Tool Accessories. Has been appointed sole sales agent in the UK and Ireland for the modular range of zero-point workholding products manufactured by Slovenian firm, Sinco. The versatile MultiZero is said to be the most capable on the market, as it incorporates more zero points than any other – up to 273 in a single solution.
Established for more than 40 years ago, Sinco manufactures in excess of 250 standard MultiZero modules comprising base plates, pallets and fixtures. The product family offers five different pallet types for manual or automatic clamping of parts on a machining centre, die-sink or wire-erosion EDM machine, measuring machine or assembly station. Sinco also produces fixturing arrangements to suit users’ bespoke workholding requirements.
The use of multiple pallets for off-machine workpiece clamping speeds set-ups to within seconds and maximises machining uptime, while ensuring excellent accuracy of positioning to within 5 µm for stable, repeatable production. Moreover, the absence of unnecessary vice jaws exposes the maximum surface of the workpiece, reducing the number of set-ups and operations needed for completing machining or inspection.
Zero-point positioning is achieved by virtue of centring elements on the underside of the pallets and clamping fixtures that precisely match an array of conical zero-point locations at 50 or 100 mm centres across the entire surface of the base plates and pallets. Each mechanical element is secured with an M12 screw having 65 kN of holding power, while pneumatic modules are rated at 55 kN. Pallets are held to the base plate with a force of 260 kN, making the whole configuration extremely rigid.
Sinco offers various accessories to help the user hold the most complex workpieces, from standard clamping elements to flexible vice systems. Countless workholding permutations can be created simply and quickly; and by utilising the whole machine table rather than the two, four or six zero-point positions of conventional systems, machine capacity is maximised.
If MultiZero slot rails are mounted on the underside of existing fixtures on a shop floor, such legacy equipment is compatible with the system, avoiding unnecessary waste and expenditure. Various add-ons are available for 5-axis machining or multiple electrode EDM, for example. Pallets can be supplied fitted with an RFID chip to allow their integration into an Industry 4.0 factory environment, enabling automation, digitalisation, automatic data capture and scheduling of production.
-
Versatile workholding ensures high productivity and accuracy at automation equipment manufacturer
1 March 2024Situated in Shipley, West Yorkshire, TecnAir designs and manufactures an extensive variety of pneumatic cylinders, valve assemblies, linear drives, handling equipment, controls and other products. They are used for the assembly of standard and special automation solutions requested by customers around the world, predominantly in the transport, automotive, railway, marine, off-shore, and semiconductor sectors.
What characterises this manufacturing activity above all else is the large amount of metalcutting involved to machine the component parts, as well as the extreme accuracy to which they must be machined. To this end, since the early 2000s the manufacturer has entrusted component clamping on its machining centres to Chick workholding products, manufactured in the US and supplied through sole UK agent 1st Machine Tool Accessories, Salisbury.
Steve Watson, CNC Operations Manager at TecnAir advised, “The accuracy of the sliding surfaces is critical on many of our components, so tolerances down to single-figure microns must to be held to ensure they are able to perform many millions of cycles faultlessly.
“Similarly, the finish on ground, polished or roller burnished sealing faces has to be very high, so the flatness and roughness of milled surfaces needs to be excellent to allow the low Ra values to be achieved as quickly as possible.
“Fixturing is crucial, as any movement or vibration cannot be tolerated. Chick products have underpinned the required level of accuracy in our factory for the past couple of decades and continue to do so.
“Not only is rigid workholding ensured, which incidentally also prolongs tool life, but a high level of interchangeability of the various Chick clamping units also helps to minimise investment in the equipment.”
Monthly quantities are machined in batches of from 200 to 2,000 for TecnAir’s own products, which account for 80% of turnover. Many thousands of component variants are involved, which are manufactured over a double shift pattern, five days a week plus at weekends if necessary. The remainder of throughput is subcontract design and production of parts for other companies, which involves machining anything from one-offs to a couple of hundred parts.
Supporting the prismatic machining operations on the shop floor are 15 Chick QwikLOK units, which are used on five vertical machining centres (VMCs), three from Haas and two from Yamazaki Mazak. Six of the units are dedicated to pendulum machining of relatively short pneumatic cylinder bodies from aluminium extrusion in three operations – rear end cap machining, front end cap machining, and inlet and outlet port machining – on a Mazak VTC-530. The resulting high-density workholding has the effect of maximising the use of the available machining area and reducing the overall number of tool changes needed for machining the components.
In addition, there are 11 MultiLOK towers deployed across three twin-pallet, 4-axis, horizontal machining centres (HMCs). They are a stand-alone Doosan HC400 and two Mazak HCN-4000s linked by a Palletech automated storage and retrieval system for 16 machine pallets. Materials processed are mainly aluminium and stainless steel, plus some brass, with castings accounting for 30% of throughput while the remainder is produced from either billet or extrusion.
The QwikLOKs use three jaws to secure two workpieces simultaneously against fixed central jaw by turning a single handle, in contrast to a traditional vice that is only able to clamp a single part. Opposing forces are cancelled and a reliable reference point is provided for machining. The Chick jaws create a pull-down action when they close, ensuring rigid workholding.
On every face of each four-sided MultiLOK tower, according to the size of component to be fixtured there is either a single-station or a dual-station jaw set, both of which employ Chick’s proprietary QwikChange snap on/snap off interface. Round and diamond pins in two bushed locating holes provide high clamping repeatability, leading to consistency of machining from one batch to the next.
Ideally, for maximum productivity and extended periods of unattended machining, components are set up on all four faces of a Multi-Lok. However, there are occasions when only two or three faces are employed, such as if components are longer than the tower width and overhang one or both sides.
Alternatively, instead of a jaw set, an aluminium faceplate can be snapped in seconds onto the QwikChange interface on any side of the towers. Repeatability of location is to within microns, providing what is essentially a zero-point pallet exchange system. The faceplate is pre-machined and may incorporate other workholding devices to configure bespoke fixturing arrangements for securing awkwardly shaped and/or multiple components quickly in a single set-up.
The decision to invest in a faceplate depends on the number of components to be produced and the frequency with which batches repeat. At TecnAir, a couple of dozen machined faceplates are stored for suitable jobs. An additional advantage of this approach is that workpieces can be fixtured offline, away from the machine tool, maximising its spindle uptime.
It is similarly possible to put a faceplate onto a QwikLOK on a VMC, if an application warrants it. Moreover, based on similar considerations regarding quantities of components involved and frequency of production, bespoke machined soft jaws can be held for use on the QwikLOKs to hold securely workpieces of difficult shape, often in multiples, such as round components that would tend to spin in a normal hard jaw set.
Steve Watson, CNC Operations Manager at TecnAir, removing pneumatic cylinder bodies machined on a Doosan HC400 from aluminium extrusion held in a Chick MultiLOK tower, one of 11 supplied to the factory by 1st MTA.
The pneumatic cylinder bodies are fixtured on two faces of the MultiLOK only, as they overhang both ends of the jaws.
Bespoke machined faceplates, which can replace standard jaw sets on the MultiLOK towers, hold multiple smaller workpieces efficiently for machining. There are a couple of dozen faceplates in use at TecnAir.
Multiple stainless steel gas manifold blocks secured for machining on a faceplate mounted on a Chick MultiLOK tower. The photograph was taken on the work-set station of the Palletech Manufacturing Cell.
Sometimes all four sides of a Chick MultiLOK are populated with either a dual station jaw set or a faceplate.
A MultiLOK on a pallet in the machining area of one of the Mazak HNC-4000 HMCs.
A pair of two-jaw QwikLOKs set up side by side for securing one large aluminium billet for machining on a Haas VF6 VMC.
Close-up of the two QwikLOKs clamping the aluminium billet.
Six of the QwikLOKs in use on the Mazak VTC-530 machining centre, which is configured for pendulum machining with three clamping stations at either side.
Relatively short pneumatic cylinder bodies are produced on the Mazak VTC-530 from aluminium extrusion in three operations – rear end cap machining, front end cap machining, and inlet and outlet port machining.
More TecnAir products after machining with the help of the MultiLOKs.
A bespoke TecnAir manifold block assembled from component parts manufactured in the factory.
Get in touch today to discuss our fantastic workholding soultions
-
The Benefits of Magnetic Workholding
3 January 2023What do you prioritise when it comes to machine workholding?
- Clamping speed?
- Holding power?
- Price?
- Low vibration?
- Availability?
- Ease of comprehension and use?
- Simple servicing and maintenance?
For many, traditional manual clamps are a cost-effective and entirely suitable solution for their workholding needs. They’re cheap, mostly effective and simple to understand.
But, have you considered the benefits of magnetic workholding?
In this blog, we’re going to outline the advantages magnetic workholding offers manufacturers and machinists compared to traditional methods.
How do manual and magnetic clamping compare?
A quick comparison of manual and magnetic clamping shows that magnetic clamping eliminates the pitfalls associated with manual clamping, but the initial time and money investment is higher.
The benefits of magnetic workholding
Faster
Magnetic workholding is often faster than other clamping technologies.
As long as the magnetic clamps are installed on the machine, it’s quick and easy to change between different-sized workpieces. There’s no need to move clamps.
“A key advantage is not having much to set up.” – Clive Leonard, 1st MTA
This reduces downtime, increases throughput and boosts profitability in the long run. Initial investments for magnetic workholding are often paid off very quickly.
Prevents unwanted vibrations
With magnetic workholding, clamping force is applied consistently across the entire surface of the component, which means massive reductions in vibration.
Chatter reductions, simplified programming and five-sided access to a component mean faster and more accurate machining.
Overall cost reductions
Because there are no moving parts, threads or oil, magnetic workholding kits need minimal to no maintenance. They’re also incredibly energy efficient.
Both of these factors help make up for the potential higher initial investment costs associated with magnetic workholding.
Magnetic workholding is also great for future-proofing, especially in regards to automation and unmanned running.
Consistent clamping force
Because magnets offer full surface clamping (reducing deformation) and are either on or off, they offer safe and secure clamping force. By comparison, mechanical vices, even if maintained impeccably are reliant on operator experience and have no built-in safety feature.
If you’re looking for a consistent and easily adjustable grip force, check out our range of Walmag Electromagnets.
Where components are small, thin or fragile, magnetic workholding might actually be superior to traditional clamps. The lack of clamps and easily adjustable clamping force prevent potential damage to components.
Flexibility
Walmag Permanent Magnets, for example, are lever operated, easy to operate and easy to remove/move to another machine.
Plus, because any ferromagnetic component can be used with magnetic workholding, size and shape are less of a factor. This provides flexibility to machinists and engineers, allowing them to work with a huge range of workpieces without frequent setup changes.
Key takeaway
If you’re willing to invest the time in understanding them and the initial investment costs, magnetic workholding offers a huge range of benefits to a variety of machining applications.
Get in touch today to discuss our fantastic magnetic workholding options with one of our experts.
-
How the Chick System 5 provides flexible and versatile workholding
3 January 2023Do you look for workholding solutions that work harder and faster with less effort?
Does reducing downtime and maximising productivity remain at the forefront of your priorities?The Chick System 5 consists of several cutting-edge workholding features, each designed to provide the most versatile and efficient workholding solution possible.
Whether you’re using workholding personally or you’re a manager trying to reduce downtime, the System 5 boasts powerful technologies that are both faster – and easier to use.
Here, we’ll take time to explore these flexible and versatile technologies
What products make up System 5?
- QwikLok
Innovative dual-station workholding.
- MultiLok and Indexer Sub System
Four, six, eight and twelve-sided, compact, dual-station workholding for horizontal and vertical machines.
- Foundation Plates
Custom-made foundations with a standard grid pattern, providing consistent, faster setups.
- Various accessories
How Chick achieve flexibility and versatility
The QwikChange
QwikChange is Chick’s rapid jaw system.
These movable jaws snap on and off in a matter of seconds, not minutes, meaning CNC milling jobs can be set up faster. Compared to traditional bolt-on jaws, the QwikChange system boasts incredible flexibility.
The jaws provided by Chick can be customised to fit specific components; they’re also suitable for multiple operations. For extra biting power, Chick Grippers can be installed simply and easily.
QwikChange is not only fast and customisable but also suitable for a vast variety of part sizes, increasing versatility.
Chick offers a range of jaw sizes and configurations (high, wide, oversized and single station); these remove the need to change fixtures when setting up a new job with a lesser or greater holding capacity.
Top 5 benefits for engineers:
- Fast part changes with reversible and moveable snap-off jaws
- Maximum repeatability
- Eliminate jaw lift
- Easily customised soft jaws
- Fully integrated with Chick ecosystem
Faceplates
Chick workholding systems can also be converted to a faceplate setup, allowing machinists to design their own fixture capable of holding many small or oddly shaped parts.
Combined with the QwikChange system, these faceplates essentially become a pallet changer. Chick’s accessories offer the perfect blank canvas for your workholding, unlocking previously hidden efficiencies.
MultiLok and Indexer Sub System
For horizontal and vertical machining centres, the MultiLok and additional Indexer Sub System (ISS) represent the pinnacle of the System 5’s versatility and flexibility.
The MultiLok
Chick’s MultiLok takes the flexibility of the QwikChange system and multiplies it for horizontal CNC machines.
Available in four, six, eight and twelve-sided configurations, the Multi-Lok combines the benefits of tombstone fixturing with the speed and versatility of the QwikChange system.
The MultiLok’s unmatched flexibility means you can take full advantage of your Horizontal Machining Centre:
- Three-part sides per station with a single clamp
- Decreased cycle and setup times
- Maximised part accuracy
- Unmatched productivity
- Boosted profits
Indexer Sub System
The ISS is an extension of the MultiLok that provides the benefits of HMCs to those using Vertical Machining Centres.
Compatible with any rotary table, the ISS grants a 3-sided access to your component, and means you can work on multiple components simultaneously.
Key benefits:
- Present multiple workpieces and multiple part sides to the spindle, maximising productivity
- Adaptable and versatile
- Reduced labour requirements, increased walk-away time
The bottom line
Chick’s goal with the System 5 was to provide an uncomplicated, totally customisable and efficient workholding solution for any machine.
The flexibility and versatility of the System 5 is a product mainly of the patented QwikChange system. Profitability increases when more parts can be machined with less setup time and downtime.
Still have questions?
Speak to one of our experts; we’d be happy to help.
-
FB Chain beats growth targets twice with HALTER CNC
1 September 2022So, who are FB Chain?
FB Chain specialise in supplying leaf chain and leaf chain anchor bolts for material handling equipment such as forklift trucks.
They supply ready-to-install leaf chain kits to customers across the globe, including Italy and the US.
Their goals:
Prior to their relationship with HALTER and 1st MTA, the company had a bank of single indexers – at one point, they had 8 indexers to a machine. To produce their chains, FB Chain had an operator who would load the parts, turn the machine on and then unload the parts.
“This was a very manual process.” – Peter Church, Managing Director (FB Chain)
Following his takeover as Managing Director, Peter Church developed a strategy for doubling the company’s turnover, capacity and throughput over the next five years.
With such an ambitious target, FB Chain certainly had some hurdles to overcome
According to Peter, doubling turnover meant the company would have to double output.
While this plan sounds simple, the logistics of doubling output with their previous production efforts was close to impossible. The biggest hurdle was manpower: the company were already struggling to fill shifts during the day – doubling output would mean round-the-clock shifts.
For Peter, automation was the answer.
Because filling 24/7 shifts was impossible, FB Chain settled on automation as the means to significantly increase their productivity.
The last challenges to beat were finding the right automation partner and overcoming the reluctance operators had to using robots on the shop floor.
HALTER CNC and 1st MTA provided the necessary solutions
While FB Chain invested in their first HALTER LoadAssistant in 2014, their relationship with 1st MTA began in 2015 with the purchase of Kitagawa rotary table chucking systems.
FB Chain worked closely with 1st MTA to ensure their new rotary tables interfaced correctly with the HALTER arm for the loading and unloading of parts.
The results
Since their partnership with 1st MTA, FB Chain have completed a total of 6 HALTER installations, with another in the works.
These robots granted FB Chains significant night-time production capacity and reduced their reliance on finding trained staff – both of which were necessary to reach their lofty growth targets.
Since siding with HALTER, FB Chain’s growth has been exponential.
Since investing in HALTER robots, FB Chain’s production has grown progressively. Not only did they hit their turnover target, they’ve doubled their output twice over.
“Automation has changed the way we do so many things. We’ve been growing at a phenomenal rate for ten years. We wouldn’t have been able to grow at that rate without automation” – Peter Church
Each HALTER robot can run unmanned for up to 19 hours per day, meaning 120 hours of production are available to the company every week per LoadAssistant. This result has been produced partly through the custom 408-component grid plate supplied by HALTER for use in their Universal series robots.
Accuracy and reliability are exceptional.
FB Chains credit their HALTER robots with incredible repeatability and fault-free machining. In fact, an estimated 500,000 parts have moved through their first HALTER arm without fault, requiring only routine maintenance.
“There have been no issues whatsoever” – 1MTA
The robots are simple, and the staff more productive than ever.
Since installing their HALTER LoadAssistants, FB Chain’s operators have been upskilled to run the robots and find further efficiencies in the facility’s processes.
According to Peter Church, the introduction of automation has released the team to pursue “high-value activity”. With the “dull” work of loading and unloading handled by the robots, staff are freed up to be trained and developed.
HALTER LoadAssistants are operated using their exceptional SmartControl – a user-friendly HMI that allows programming in under 5 minutes with simple prompts.
“The thing we love about HALTER is its simplicity – it’s plug-and-play. And, with the right partner, you can overcome any challenge.” – Peter Church
Why automate with HALTER and 1st MTA?
For FB Chain, the combination of fantastic support from 1st MTA and exceptional robots from HALTER has been a winning formula.
HALTER LoadAssistants offer a pain-free and relatively inexpensive route into automation for manufacturers across Europe.
“With HALTER, we’re able to provide a complete solution to the customer – including the workholding.” – Marcus Hamlyn, 1st MTA
The UK is already behind on automation compared to the other major economies of Europe like Germany, Italy and France. For manufacturers to keep up with the rest of the world, it’s essential to increase efficiency and cost-effectiveness while reducing operational costs and an over-reliance on staff.
HALTER LoadAssistants are a brilliant option for keeping your CNC manufacturing viable in the years to come.
Interested in knowing more?
Speak to one of our experts; they’ll be happy to help.
-
Plot a path to sustainability with Wogaard
3 May 2022Sustainability is coming to the forefront for all of us in business and our personal lives.
Many important decisions going forward will have an impact on our environment, economy and society. Wogaard’s product focus and design team has a clear vision to encompass all the elements and provide oil and coolant solutions that optimise manufacturing processes and make them more cost-effective and environmentally friendly.
“At Wogaard, we like to say that we are in the business of saving oil and coolant costs, the environment and improving health and safety; a lot of tick marks for any manufacturing business,” says Jason Hutt, managing director of Wogaard. “We realise sustainability will have a significant impact on people, society and the environment. So, the manufacturing industry needs to work hard to reduce its effect on nature and climate.”
Wogaard’s flagship product, the “Coolant Saver”, was designed with cost-saving being in mind, as it involved a solution to reclaim the good coolant from the swarf bin and return it to the machine for re-use.
It has made a huge difference to so many businesses since its creation. It enables companies to save money by improving efficiency, protect the environment and reducing disposal costs by cutting down waste and keep their working area cleaner by diminishing the amount of mess left in the swarf bin. “Over the last decade we have assisted hundreds of businesses in reducing the environmental impact of their manufacturing activities,” states Jason Hutt. “Of course, we want to support clients in making cost savings and improving their manufacturing processes,
But together we have a bigger mission, which is to become more sustainable to support the environment. With thousands of units supplied globally, saving millions of litres of coolant every day, along with a great customer base, we are proud that we are achieving this and are focused on designing more unique products with this in kind.” However, spreading the message of sustainability is not always easy, as
Jason Hutt concludes. “We sometimes encounter negative mindsets when we talk to clients about sustainability. Therefore, we often find it more effective to highlight how much our products will save them in terms of money and resources first and then mention that these savings are also good for the environment.”
-
1st MTA extends its automation portfolio
3 May 2022HALTER CNC’s robotic machine tool tending systems are now available in the UK through Salisbury-based 1st Machine Tool Accessories, manufactured in Holland.
They expand 1st MTA’s product range to include equipment for automating chucking lathes and machining centres.
1st MTA is the long-time sole agent in the UK for the sale of Italian-built Iemca bar magazines for feeding sliding- and fixed-head lathes, so the recent agency agreement with HALTER neatly rounds off the supplier’s automation portfolio.
HALTER cells can be coupled with any make of machine, regardless of age and type of control. The safe, reliable, compact systems can be moved around the shop floor by pallet truck and are especially suitable for subcontractors producing a mix of small- to medium-size batches.
Machinists become more competitive and profitable, as they are able to reduce labour costs. Additionally, they can provide a better service by responding more quickly to customers’ orders. Renowned for their reliability, as well as the strength of the technical support and back-up provided from the Dutch factory and now also locally via 1st MTA,
HALTER LoadAssistants are available in three series:
TurnStacker - for automating workpiece handling in fixed-head CNC turning machines;
MillStacker - for providing similar functionality for machining centres;
Universal - capable of feeding parts automatically for either rotational or prismatic machining and workpiece-specific solutions.
Nearly 95 percent of HALTER customers across 25 countries, including two dozen or so in the UK, report a return on investment within 18 months, with some saying it is as short as five months.
So there is much to be gained from robotic component handling in terms of extracting greater manufacturing efficiency and profits from new machine tools and existing models on a shop floor.
There is constant pressure in the UK on delivery times and prices and a growing shortage of skilled operators. With batch sizes falling and machine tools becoming increasingly expensive in relation to their output if manually loaded and unloaded, it is clear that there has never been a better time to automate.
Find out more from 1st MTA
Calling free on 0800 783 0510
Emailing enquiries@1mta.com
1st Machine Tool Accessories Ltd Tel: 01725 512517 www.1mta.com
-
Kitagawa Rotary Table Buying Guide
4 April 2022What are Rotary Tables?
Used in CNC machining and metalwork, rotary tables, also known as indexing tables, provide fine control of a workpiece in order to cut work at specific intervals around a fixed axis. Simply put, it needs to control and rotate the workpiece that is being machined. Since precision and accuracy are so important in the CNC machining process, picking the right machine that fits your needs and requirements is so important.
Kitagawa Rotary Tables feature proven technology with high clamping torque, accuracy, and rigidity. With a wide range of tables to choose from, there is a huge amount of flexibility on offer to meet whatever needs your machine shop may require. Choosing a Kitagawa rotary table is a quick, easy, and inexpensive way of increasing the capabilities of your machining centre, allowing you to increase accuracy, decrease cycle times, and machine more complex parts.
How to Choose a Rotary Table
So what are the different types of rotary tables and which is best for you? This greatly depends on what you need to get out of it and your budget. Fortunately, Kitagawa provides some of the best rotary tables on the market and supply a wide range of models for both big and small projects.
Kitagawa GT Series
Kitagawa’s GT Series are 4-axis rotary tables that offer a higher clamping torque than standard, making them extremely capable of withstanding high cutting loads. Productivity is further enhanced by the tables’ robust yet compact design, which allows maximum metal removal rates to be combined with high indexing accuracy and repeatability. The GT Series also features a rapid clamping action for reduced cycle times and maximum production throughput.
Kitagawa TT Series
Kitagawa’s TT Series is an example of 5-axis, ball drive rotary tables that feature tilting rotary indexers. These allow for more complex workpiece and machining configurations and make it easy to add 4th and 5th axes capabilities to standard machining centres.
All Kitagawa 5-axis rotary tables are available with a built-in rotary joint if required, simplifying the pipework that would be needed for using a power chuck. When combined with the range of rotary tables, Kitagawa’s extensive range of power chucks allows for a huge amount of flexibility in your machining environment.
Kitigawa TW Series
Perfect for large scale projects and businesses looking to improve their productivity and efficiency, the Kitagawa TW Series is the way to go. Unique in the fact that it allows you to work on multiple components with multiple operations simultaneously, it still possesses all the characteristics of any other 5-axis indexing table.
Despite the additional rotary joint, the footprint remains small, making it an ideal choice for use with compact, horizontal machining centres.
Contact Us Today!
If you would like more information about Kitagawa Rotary Tables, you can contact us on 01725 512517 or enquiries@1mta.com and arrange a FREE visit with one of our technical representatives. We look forward to hearing from you.
-
Don’t wait to automate
9 February 2021One of the repercussions of Covid-19 has been a widespread discussion about bringing more manufacturing back to the UK, and rightly so in the view of workholding and automation specialist 1st Machine Tool Accessories (www.1mta.com). But is reshoring large amounts of production realistic in the short term, or is industry unprepared to cope with the higher demand and respond to the need to make parts more cost-effectively?
It is generally accepted that the manufacturing sector in the UK is behind its competitors in Europe, the US and especially the Far East when it comes to the adoption of automation in its factories. There is no lack of knowledge, just equipment on the shop floor, although there has been significant effort in recent years to redress the situation and raise competitiveness.
1st MTA is a keen advocate of automating machine tools to achieve savings and regards some level of unattended operation to be crucial for cost-efficient production and generating a healthy profit. However, the company stresses that big investment in expensive robotics is not a prerequisite for success or justifiable in smaller factories. Correct equipment for an application could be as simple as employing hydraulic rather than manual clamping to actuate jaw closure; using a rotary table to add a fourth and perhaps a fifth CNC axis to a 3-axis machining centre so that parts can be made in fewer operations or maybe in one hit; or choosing a full-length bar magazine rather than a short barfeed to automate a lathe.
Whether producing prismatic or rotational components, return on investment (ROI) in such relatively inexpensive automation equipment can be surprisingly rapid, although the operative word is relatively. It is important for a manufacturer to research the market carefully, quiz potential suppliers and avoid rushing into choosing a lower initial investment for a shorter ROI. If it falls short in achieving what is expected, it can actually result in a longer payback period. Then the user is stuck with the worst of both worlds – a less effective automation solution and inferior cash flow.
Once the decision to invest has been made, is it best to opt for the latest top-level technology or upgrade existing production plant? The former would be the ideal, as it offers not only the most productive and accurate machine tool technology but also invaluable support from the manufacturer and accessories suppliers. Although it requires higher initial investment, it can often lead to a quicker ROI.
For a lower investment, upgrading existing machines can be achieved to suit particular applications and industry sectors, using equipment and accessories readily available on the market. Among the most useful items are those that provide automated and improved workholding, additional CNC axes for deploying the cutting tool more efficiently, and additional production capacity through extended periods of autonomous running.
Efficient workholding
Correct workholding is essential across all machine tools. A manufacturer may have the best machine in the world, but if the component cannot be held securely, it is impossible to produce it efficiently and accurately, or even at all.
In recent years the trend has been to try to machine a component in one hit, i.e. without removing it from its fixture and reclamping it on the same or another machine tool. The ‘done in one’ philosophy cuts fixturing cost and loading time, so the machine runs for longer and metalcutting accuracy is enhanced by avoiding tolerance build-up. The result is more good parts in a shorter time and hence higher profitability, but it can only happen if efficient workholding practices are employed.
On lathes, for example, there may simply be a need for better component accuracy and repeatability throughout a batch to reduce scrap levels. This can be achieved by replacing or upgrading a power chuck or installing a collet chuck. It could also mean using special jaws on a standard chuck or utilising one with non-standard features such as a long jaw stroke, or employing face, pull-down or internal clamping.
It could be that a quick-change chuck is more suitable, as it reduces set-up times, or consideration could be given to a special workholding chuck dedicated to a family of parts that frequently repeat or are needed in large batch sizes. The range of chucks manufactured by the Japanese company Kitagawa covers all of these requirements.
For workholding on vertical- or horizontal-spindle machining centres, quick-change systems are available that can easily be adapted from a standard unit to one that is bespoke to the component being produced. Such systems can be single or multiple and fitted on a rotating axis, allowing multiple sides of one or more components to be accessed by the cutter. Parts can be secured on zero-point plates such as those made in the Czech Republic by V-Tech. They enable components to be loaded quickly under the spindle, or pre-loaded outside the machine, either way minimising spindle waiting time and maximising productivity.
Multiple clamping arrangements offer even longer machine running times and less loading times. They also provide better repeatability of component set-up from one batch to the next. For this type of application, Chick workholding from the US offers highly productive solutions. For use on dedicated 5-axis machining centres, vices from the German company Best are recommended, as they grip on very little material to expose the maximum surface area for milling and drilling in a single cycle.
If an application calls for a magnetic workholding solution, systems are available in various sizes from another Czech producer Walmag, from small, single magnetic plates to large plates covering a complete machine bed. They are equally suitable for securing parts on grinding machines and may also be used for applications other than on machine tools.
If automated clamping is required, one option includes a hydraulically actuated, low-profile workholding solution from Finnish manufacturer OK-VISE. For example, Multi-Rail clamps work on the principle that as they are tightened they expand, simultaneously pressing the workpieces against a guide to prevent any possibility of play. Small in size yet exerting a force up to 150 kN, the clamps are designed to fit between workpieces and take little space on the fastening base, be it a T-slot table, base plate, serrated rail or other platform.
Another system that lends itself to robotic loading and unloading is based on the Kitagawa Swift Klamp, which relies on the HSK toolholding interface for securing components. It employs a deep clamping head to accommodate low pressure (35 bar) hydraulics, and a mounting plate with a dedicated adapter to suit a 3-, 4- or 5-axis vertical-spindle or horizontal-spindle machining centre. Pneumatic detection of correct seating of the head ensures accurate machining and elimination of scrap, while air blow from the underside prevents swarf from entering the mechanism during component exchange.
A potential user can have a package configured by 1st MTA that may include a workpiece stocker, a 6-axis industrial robot with gripper, the Swift Klamp workholding system with head, multiple work holders, control unit and pump, and an engineered interface to the machine tool comprising electrical control circuitry and plumbing of the hydraulic and pneumatic channels through the table as well as a tombstone if necessary.
Rotary tables add extra CNC axes
As already stated, manufacturers find that to produce parts cost-effectively, single-hit machining is essential. Without it, quoting for work is often a waste of time, as it is impossible to compete on price if an operator has to reload a part for another operation, not to mention the cost of a second fixture and the potential for scrap due to loss of component accuracy.
An additional rotary axis is versatile and can be used horizontally or vertically to provide either a rotational motion or a tilt axis for positioning a part. It can be controlled either by the machine tool software or by a simple, separate control. The latter is more expedient if a factory has several different makes of CNC system in operation on the shop floor, as the table can be moved from one machine to another easily, rather than using it on one machine only.
Options include compound tables to turn a 3-axis VMC into a 5-axis machine, elevated clamping tables, small footprint and high speed tables, and large through-bore models as well as multi-spindle rotary and tilting tables with accessories for automatic loading. Kitagawa offers all of these options.
The latest range to be introduced by the Japanese firm, the MK-series, currently has two models that add a fourth CNC axis. The larger MK250 has 1,000 Nm, pneumatically actuated clamping and can support a component or tooling column to a maximum load of 250 kg horizontally. If a Kitagawa tail spindle with integral clamp is added for securing the load between centres, clamping torque increases to 1,600 Nm. Alternatively, a component or column weighing up to 125 kg can be supported in the vertical orientation.
The table design minimises accumulation of chips around the base, reducing cleaning time and ensuring the absence of interference to the workholding arrangement – an important consideration in automated production cells. Compact, built-in, 7 MPa rotary joints may be selected from 4-, 5- and (6+1)-port types, the latter having a 12.5 mm diameter, multi-purpose hole through the centre for additional hydraulic or pneumatic services to actuate workholding. The hole can also be used as a duct for cables feeding signals back from fixture sensors confirming correct workpiece seating, enabling the design of the workholding configuration to be improved and its capabilities enhanced.
Alternatively, a high pressure 25 MPa, 4-port or 6-port rotary joint can be provided instead of the standard 7 MPa variety, allowing a further reduction in fixtures sizes as well as improved clamping speeds.
Short barfeeds cannot compete with full-length magazines
A fixed-head turning or turn-mill centre that is already producing parts may be automated with a short barfeed, but it may be worth considering replacing it with a full-length bar magazine, as is routinely fitted to a sliding-head lathe. 1st MTA’s contention is that repeatedly feeding short bar into a lathe constantly costs the user money, whereas a more productive, full-length alternative constantly saves money. A quick calculation is sufficient to confirm this.
The ROI on full-length barfeed models is all too often overlooked and it is a costly mistake, as substantial savings could be made over a short period of time by feeding long stock. Lathes equipped with such magazines, which may be fitted with a rack or bundle loader for holding multiple bars, keep production running for longer periods unattended during the day, overnight and at weekends, without having to stop the machine to change the stock. Profitability is raised by keeping the spindle turning for longer, helping to amortise the cost of the long bar magazine very quickly. At that point, a user starts enjoying the barfeed upgrade for free, a benefit that continues for the life of the equipment.
As the number of bar remnants is fewer, say one instead of two or three, there is considerably less wasted material. The extra lengths of what would otherwise be scrap stock created by a short barfeed are converted into perfectly good components that can be sold, so waste material is turned into profit. That is especially the case when expensive material is being turned, but significant savings accrue over time running to several thousands of pounds per year even when processing low-cost steels. Add to this the additional expense of buying pre-cut material lengths, or the costs associated with a saw and an operator to cut the material on-site, and the long barfeed makes perfect financial sense.
Barfeeds manufactured by Iemca in Italy are fast to set up when changing the bar size, as they accept a wide range of stock diameters without having to fit another guide channel. For example, the latest Maestro 80 model accepts bar from 10 to 80 mm and offers changeover in 30 seconds, minimising loss of production.
Non-round material – 10 mm to 65 mm hexagonal or 10 mm to 50 mm square – can also be handled with a quick change of the bushes. Material length options are from 1,000 mm up to 3,200 mm, 3,700 mm or 4,200 mm, subject to a maximum single bar weight of 180 kg. With over 100,000 bar magazine installations worldwide, a quarter of which are for material over 65 mm diameter, Iemca has over 45 years’ experience of feeding large as well as small diameter bar.
1st Machine Tool Accessories
All of the above workholding and automation products are provided to manufacturers in Britain and Ireland by Salisbury-based 1st MTA, mostly under sole agency agreements. Either off-the-shelf equipment is supplied or bespoke solutions are found to address difficult applications. The company operates a consultancy service to identify the optimum solution for securing prismatically shaped and round components during production.
-
Productivity and efficiency will be the watchwords after Covid-19
9 February 2021As industry in the UK and Ireland emerges from the pandemic lockdown, improvements in production efficiency will be essential to maintain competitiveness in a global marketplace. Many original equipment manufacturers and the subcontractors in their supply chains will be pitching for sales in an environment characterised by fewer business opportunities in the short term, suppliers hungry for work and smaller profit margins. Only the most productive companies will survive.
The position that Salisbury-based workholding and automation specialist 1st Machine Tool Accessories takes on the challenges facing industry is that they are in fact opportunities. The current situation continues to give machine shops, at least those not involved in supplying parts for vital medical equipment, the time to take stock of how effectively they are manufacturing components. They can carry out in-depth analyses of their processes to see where cost can be driven out while still maintaining the high quality needed in order to sell the resulting goods. Unit production cost is everything and there are many ways of reducing it.
Magnetic clamping for prismatic machining
For instance, one of the most recent agency lines taken on by 1st MTA is the range of electropermanent magnetic workholding and handling equipment from Walmag in the Czech Republic. The manufacturer asserts that swapping from the use of conventional vices to a magnetic solution allows five sides of a components to be machined in one hit, typically raising output by a quarter for no increase in production cost. Further benefits of the technology include shorter lead-times, allowing jobs to be invoiced more quickly, and no deformation of workpieces while they are being held for milling, drilling or grinding.
Walmag has gone so far as to calculate the comparative cost benefit of producing a part in one operation using magnetic workholding rather than in two operations using compressive clamping. The analysis is based on milling a 400 x 600 x 20 mm component on a vertical machining centre in a 30-minute cycle. The saving derives solely from being able to fixture the billet once in one minute instead of twice in a total of eight minutes.
Based on £16.20 per hour to employ an operator and £43.20 per hour for use of the machine tool, the £5,079.24 capital cost of the Walmag clamp and control unit is amortised in 49 days in single-shift operation or in half that time for a double-shift pattern. After that, there is a net saving for the manufacturer of £103.95 per shift, assuming 15 workpieces are machined.
1st MTA offers a large portfolio of workholding equipment for securing components on machining centres during 3- to 5-axis machining operations. They include the Italian Tecnomors range of manual and automatic indexing chucks, Chick workholding equipment from the US including base plates and trunnion-type arrangements for multiple workpiece clamping, Leave (Taiwanese) and Abbott (US) fixturing products, OK-Vise manual and pneumatic clamps from Finland, and BEST centric (self-centring) and zero-point fixturing from Germany.
There are also the RotaVice UK-manufactured manual indexing head, zero-point clamping products from Czech manufacturer V-Tech, and Kitagawa (Japanese) 4th/5th-axis rotary tables as well as its Swift Klamp range of manual and automated workholding devices that exploit the simplicity of the HSK tool interface.
Quick-change chucks for lathes
Another example of monetary savings in manufacturing through reducing job set-up times, this time when turning or turn-milling, comes from the use of quick-change chucks supplied by 1st MTA, which is sole agent for these and all other products from Kitagawa.
Switching from hard jaws for a first operation (op 1) to soft jaws for a second (op 2) requires removing them, cleaning the serrated interface, bolting on the soft jaws, inserting the boring ring and skimming the jaws. It all takes time, during which the spindle is not turning and production stops. A quick-change chuck, on the other hand, has the ability to eliminate a majority of this wasted time, decreasing the delay between the end of op 1 and the beginning of op 2 by as much as 90 percent. Instead of wasting 20 minutes, changeover typically takes just two minutes.
The process relies on three soft jaws machined for securing a specific component remaining attached to their respective base jaw counterparts. Sets of these assemblies can be tightened and released quickly using a manual key, allowing them to slide in and out of a chuck with minimal delay. The solution also ensures that runout is kept within 10 µm of the original TIR (total indicator reading).
As an illustration of the possible savings, 1st MTA has prepared a cost comparison that shows return on investment in a very short time when using a Kitagawa QJR (quick jaw release), 254 mm (10 inch), 3-jaw, large-through-hole power chuck with five sets of standard metric quick-change jaws plus soft jaws, which all costs £6,124. The chuck interchanges directly with a standard Kitagawa BB 210 large-bore version, priced at £2,177 with five sets of jaws, with which the comparison is made.
Average time saved when exchanging the QJR instead of the BB chuck is 15 minutes. Based on three set-ups per day and an estimated machining cost of £60 per hour, the daily saving for the three changeovers is £45. The difference in purchase price between the two chucks is £3,947. At £45 saving per day, the time required to break even is slightly less than 88 days. On this basis, the total saving by the end of the first year is £12,478, after which the annual saving is £16,425.
Apart from the significant financial advantage, 1st MTA points out that secure, high quality workholding is an essential facet of cost-effective turning and can enhance a lathe’s performance, whereas poor retention of a workpiece can reduce output, lower quality and compromise safety.
In its standard range, the company offers a wide variety of jaw, scroll and collet chucks, powered or manually operated. Tailored solutions are also supplied for holding components during turning operations, ranging from slight modifications to a standard design in most cases to, for special requirements, highly engineered bespoke items. Although these are often elaborate and require increased initial investment, such solutions can be highly cost-effective, particularly in large volume production applications or when manufacturing awkwardly shaped parts.
-
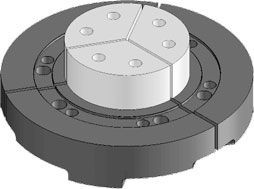
ROTARY TABLE RANGE EXPANDED
1 June 2020Early last year (2019) the Japanese manufacturer Kitagawa introduced the first in a new range of compact, general purpose rotary tables, the MK-series (www.1mta.com/product/mk-series), for adding a rigid fourth CNC axis to a 3-axis vertical machining centre. One year later the MK200 has been joined by a second model, the MK250, with significantly uprated performance. Availability in Britain and Ireland is through sole sales agent 1st Machine Tool Accessories, Salisbury.
Most notable improvement on the MK250 is the 1,000 Nm, pneumatically actuated clamping torque, making it more than four-fifths stronger than the first model. As with all Kitagawa tables, this torque is determined by the point at which the force on the worm wheel causes it to displace by 30 microns. In contrast, some manufacturers quote the slipping torque as a maximum, which can cause inaccuracy or even failure.
If a Kitagawa TSR181A tail spindle with integral clamp, also available through 1st MTA, is added for securing a component or tooling column horizontally between centres, clamping torque increases to 1,600 Nm. The result is even faster, heavier duty, more productive machining. As the table has a small footprint, loss of bed area and working volume in a machining centre is minimised.
Kitagawa has both stronger and more compact rotary tables of similar capacity in its product ranges, for example the GT250 and CK250 respectively, but Kitagawa asserts that the MK250 meets 90 per cent of all customer requirements. The unit on its own can support a load of 250 kg horizontally, while it may alternatively be used to hold a component or column weighing up to 125 kg in the vertical orientation. Maximum positioning speed is 33.3 rpm.
The type of the faceplate is specified by the customer, either with T-slots or pre-drilled holes. The advantage is that a chuck, trunnion or other workholding device can be mounted directly onto the rotary table, reducing the distance from the spindle bearing. Such compact assembly lessens the load on the bearing, increasing rigidity and longevity. Cutting torque is 480 Nm and the spindle through-hole diameter is 70 mm.
The table design minimises accumulation of chips around the base, reducing cleaning time and ensuring the absence of interference to the workholding arrangement – an important consideration in automated production cells.
Compact, built-in, 7 MPa rotary joints may be selected from 4-, 5- and (6+1)-port types, the latter having a 12.5 mm diameter, multi-purpose hole through the centre for additional hydraulic or pneumatic services to actuate workholding. The hole can also be used as a duct for cables feeding signals back from fixture sensors confirming correct workpiece seating, enabling the design of the workholding configuration to be improved and its capabilities enhanced.
1st MTA will alternatively provide a high pressure 25 MPa, 4-port or 6-port rotary joint instead of the standard 7 MPa variety, allowing a further reduction in fixtures sizes as well as improved clamping speeds.
-
Next-generation chucks are twice as accurate
21 April 2020Designed to reduce set-up times on lathes, the new BR-series of 3-jaw chucks from Japanese firm Kitagawa are capable of a gripping accuracy of 0.01 mm TIR (total indicator reading) or less when using optional T-Nuts Plus jaws. Repeatability of jaw exchange is within the same tolerance, even on the largest chuck. They are manufactured in 6-, 8-, 10- and 12-inch versions and are available in the UK and Ireland through sole agent 1st Machine Tool Accessories (www.1mta.com/product/br-series).
BR chucks are now Kitagawa’s standard offering and are interchangeable with its B-series and the large through-hole BB-series, which are both superseded. Their TIR could only be guaranteed within 0.02 mm.
Due to a new base jaw design and lower jaw lift, gripping forces at the maximum rotational speed of the chucks have been increased by 10 to 15 per cent to enable better metal removal rates. High spindle speeds have been maintained throughout the range to enhance the surface finish of turned components.
On twin-spindle chuckers, which are becoming ever more prevalent in turning shops, the better rotational accuracy of the workpiece allows more precise synchronous transfer from the main to the counter spindle for second-operation machining. Gripping force is up to 153 kN for the 12-inch chuck while maximum rotational speed, attainable on the 6-inch model, is 6,000 rpm.
Every chuck includes a QR code on the side to allow data on the product to be downloaded. A video summarising the advantages of Kitagawa’s new BR-series is available at www.youtube.com/watch?v=MlV_cn4c6tA
-
Set-up times cut, then reduced again
23 March 2020US-manufactured CHICK System 5 workholding equipment, supplied in the UK through sole agent 1st Machine Tool Accessories, Salisbury, (www.1mta.com) is helping to increase productivity and efficiency in the machine shop of Axminster Tools & Machinery (www.axminster.co.uk), located in Axminster, Devon.
The company is an on-line and high street retailer of tools and machinery that it imports from global suppliers. However it chooses to manufacture some machine accessories, notably jigs and chucks, including the popular Clubman SK80 woodturning chuck, in-house to ensure consistently high quality.
Historically, standard wind-up vices were used to fixture components for machining on CNC mills and machining centres, but as production levels rose they became too inefficient. Several years ago a new, still on-going job came along that required particularly accurate clamping of multiple small parts, namely steel jaws for chucks.
Conventional vices were not suitable, as it was impossible to present a sufficiently large number of parts to the spindle. An initial workholding solution was to use a steel fixture plate machined to retain the parts by bolting them individually into position. The problem with that was the two hours it took to change over to produce the next batch.
To provide a solution, 1st MTA proposed its CHICK Qwik-Lok system. It significantly reduced set-up times, as the jaws secure components quickly and to high repeatability for milling and drilling. One large part can be clamped between two jaws but to allow more parts to be loaded at a time, more usually a pair of components, or multiples, are held in two stations. Aluminium jaws machined with the profile of the parts to be held ensure they are retained firmly during machining.
Turning a single handle advances the two movable Qwik-Lok jaws simultaneously towards a fixed central jaw to clamp the parts, which also has the effect of cancelling the opposing forces and creating a reliable reference point for machining. A beneficial side effect of clamping more parts faster was a rise in walk-away time, allowing operators to be more productive in other parts of the factory.
Once Axminster Tools & Machinery adopted this procedure, clamping several steel mounting jaws in each Qwik-Lok station, productivity was dramatically increased. The machine operator is able to change over up to six Qwik-Loks on a vertical machining centre (VMC) table in half an hour, four times faster than when previously using the bespoke steel fixture plate. Moreover, the latter had the drawback of potentially causing damage to the cutter in the event of a programming error, whereas this is not the case with aluminium jaws.
The machinable soft jaws were soon found to be a versatile solution to other clamping problems, such as how to retain chuck bodies without the risk of the cylindrical components rotating during machining. Again these parts were previously bolted to a fixture plate, necessitating a half-hour set-up time, whereas now the bodies are swapped in the line of Qwik-Lok jaws in a couple of minutes.
Axminster Tools & Machinery initially decided to mount the units directly onto the machining centre table, but it meant that when a clamp was removed it was time-consuming to realign the unit for a new job. To avoid this, two years ago Jake Knight, head engineer at the Innovation and Manufacturing Department in Axminster, decided to invest in a CHICK foundation plate for two 3-axis VMCs on-site, a Mazak VCN-530C and one of a pair of VTC-200Ms.
Manufactured to suit the size of the machining centre table, the cast iron plates have a grid of accurately drilled holes at 50 mm centres with hardened bushings and threads at each location that allow Qwik-Loks to be positioned anywhere over the surface rapidly and repeatably to an accuracy within 10 microns. The use of round and diamond pins at two positions allows the Qwik-Loks to be located and mounted quickly and easily.
Alpha-numeric labelling of the grid enables unerring relocation of each base and jaw set so that the same program can be used every time a job repeats. All unused holes in the plate are sealed with plugs to prevent the ingress of swarf, which could compromise location accuracy.
Mr Knight confirmed, “Overall, we use about 20 Qwik-Lok bases and have three times as many soft jaw sets machined to hold a multitude of components that we machine from stainless and other steels through to aluminium and plastics.
“We have chosen CHICK’s 1040 base size, with a jaw width of 100 mm and an overall length of 400 mm, as this supports a majority of the components and accessories we produce for the products in our catalogue.
“In another project, 1st MTA also regularly supplies us with machinable steel chuck jaws for our four Mazak turning centres. They are especially useful for clamping various rotational parts to a high degree of concentricity for turning, such as chuck bodies for our woodturning lathes.”
-
Specialist plastics machinist doubles turnover in four years
3 March 2020Nothing but rotational plastic components are machined in batches from 30 to 20,000 at the Hertfordshire factory of subcontractor Plastic Turned Parts (PTP), which in four years to the end of 2019 doubled turnover and invested more than £750,000 in six new CNC turning centres. Five of them were delivered by Citizen Machinery, four Cincom sliding-head lathes and most recently a Miyano fixed-head model, bringing the total number of lathes on-site from this supplier to nine.
There are also three further turn-mill centres of different makes in use for machining bar and billets up to 65 mm and 150 mm in diameter respectively. A Haas CNC mill has been utilised since 2005 for occasional second-operation work where expedient and also for destructive testing.
All except two of the Citizen lathes are fitted with the company’s default option bar magazines from Italian manufacturer Iemca, represented in the UK and Ireland by sales and service agent 1st Machine Tool Accessories. A fixed-head Miyano on site for chuck work has no barfeed and there is one 16 mm capacity Cincom slider with another make of bar magazine that PTP’s managing director and owner Jonathan Newis wishes he had not acquired, as it is temperamental.
He said, “To enable us to achieve sustained business growth, we only use the best production equipment on the market. That applies to everything in use on the shop floor including the barfeeds, which is why there are seven Iemcas in use here.
“We particularly like their Elite model fitted to our smallest capacity, 12 mm sliding-head lathe, which has a big bore kit to allow it to take 16 mm diameter bar. The magazine can be swapped over in a matter of seconds from gravity bar feed to walking-beam operation for reliably advancing smaller stock below 6 mm diameter.”
He also singled out for praise an Iemca Boss 338-HD Superfast feeding a 20 mm capacity slider. Turning flexible plastic bar is an esoteric art, one of the problems being that, unlike metal bars, thinner stock sags under its own weight both within the magazine and in the space between it and the lathe. Through 1st MTA, the Italian manufacturer modified the barfeed to include solid panels rather than standard cross struts for supporting the plastic bars along the length of the magazine. Produced also were bespoke clamping blocks to ensure that small diameter bar remains horizontal in the gap between where it leaves the barfeed and enters the turning centre.
Furthermore, in the Siemens touch-screen control fitted to the Iemca Boss there are three standard programs that can be called up according to the mode of lathe operation, whether it is standard Swiss-type turn-milling, guide bush-less machining, or turning of thinner bar with the clamping blocks in use.
Mr Newis added, “We have been using Iemca bar magazines since we took over a turned parts subcontractor on this site and inherited two Cincom sliding-head lathes and three cam-type autos.
“We bought our first new Citizen slider in 2007, a 16 mm capacity machine, to replace the cam machines. In all that time the barfeeds have proved to be reliable and well built, which translates into absence of vibration and hence high dimensional accuracy of machined components as well as good surface finish.”
The original lathe from 2007, which is still in use today, is fitted with a Genius 118-37. Like all Iemca barfeeds, it has a double bar pusher to reduce the overall length of the magazine, saving factory space which is in short supply on the subcontractor’s shop floor. Another barfeed in use is the Smart 320 on a second 16 mm slider, featuring snap-in guide channels for rapid bar changeover and a self-centring bush at the front to guide the bar.
There is also a KID short magazine feeding one-metre bar into a 51 mm capacity Miyano fixed-head lathe. Not only does it consume less space than the three-metre bar magazines on site, but it also has the benefit that the absence of a gripper means that the remnant is small. It is easily pushed out of the front and ejected, avoiding the job of extracting it from the back of a full-length magazine and so maximising spindle uptime.
Mr Newis’s focus on buying the best production equipment extends to the turning machines, hence the majority of them are from Citizen. The latest four to be installed feature the Japanese manufacturer’s LFV two-axis oscillating chipbreaking software that is especially helpful when turning plastics, many of which tend to produce bird nests of long, stringy swarf. The main culprits are polyethylenes and thermoplastics, while fluoropolymers also have a tendency to string.
Mr Newis explained, “With either of the two LFV software modes switched on when turning these materials, swarf is broken into short lengths that do not wrap around the component or spindle. We can even program the ideal length of swarf through P1 and P2 codes that set the frequency of oscillation so that, at the other end of the scale, unnecessarily small plastic chips do not build up and clog the machine.
“It results in higher productivity and lower labour costs, as we no longer have to include regular breaks in programs, typically hourly, to stop the lathes for swarf to be cleared from the working area. Lights-out running also becomes possible, leading to higher profitability and allowing us to quote more competitive prices and win extra business.
“Associated difficulties like stringy swarf rubbing against the component and generating heat that can melt the plastic is similarly avoided, as are scrap resulting from broken drills and misalignment when picking up a part in the sub-spindle during part-off.”
Regarding tooling, he shared insights into pragmatic machining of plastic materials. Inserted carbide tools are mainly employed and the sharpest varieties designed for machining aluminium are preferred. Single-point turning tools can leave burrs and sometimes result in poor surface finish, especially when machining grooves, chamfers, radii and thread ends, so form tools are frequently used for turning such features. Another trick of the trade when using LFV is to flatten the flank relief angle of the insert so the tool recuts the material, simulating a wiper effect for producing a superior surface finish.
The combination of Iemca bar magazines feeding Citizen lathes, coupled with the subcontractor’s specialism and long experience turn-milling only plastics to within ± 50 microns and sometimes tighter, continues to underpin the firm’s success. This is despite the materials’ difficult-to-predict behaviour on normalisation after machining, which can cause expansion or contraction. In addition to working for OEMs, PTP regularly receives jobs from metalworking subcontractors that do not have the experience or patience to machine plastics, especially to tight tolerance.
-
Automated loading and unloading of machining centres
3 March 2020Following the launch earlier this year of the manual Swift Klamp HSK workholding system for use on machining centres, 1st Machine Tool Accessories (www.1mta.com) has introduced a new robotic loading and unloading arrangement based on the same principle. It was demonstrated at EMO 2019 on the stand of Kitagawa, for which 1st MTA acts as sole sales and service agent in the UK and Irish markets.
The automatic system, which maximises spindle uptime, uses a deeper clamping head to accommodate the low pressure (35 bar) hydraulics, and a mounting plate with dedicated adapter to suit the 3-, 4- or 5-axis vertical-spindle or horizontal-spindle machining centre. Pneumatic detection of correct seating of the head ensures accurate machining and elimination of scrap, while air blow from the underside prevents swarf from entering the mechanism during exchange.
As with the manual Swift Klamp system, the automated variant is available in HSK-A40, HSK-A63 and HSK-A100 sizes. Depending on the equipment, skills and requirements a potential customer may have, a package is configured by 1st MTA that may include a workpiece stocker, a 6-axis industrial robot with gripper, the Swift Klamp workholding system with head, multiple work holders, control unit and pump, and an engineered interface to the machine tool comprising electrical control circuitry and plumbing of the hydraulic and pneumatic channels through the table as well as a tombstone if necessary.
The Swift Klamp system per se uses a rigid HSK face-and-taper interface, normally used for holding cutting tools, to provide a high precision, secure, low interference, quick-change method for clamping workpieces. It is characterised by high resistance to bending forces generated by metalcutting operations.
Sitting on top of the interface are multiple options for holding the workpiece, including a vice, flange clamps and side clamps. Alternatively, a dovetail interface with compact clamping surface allows enhanced tool access. Billets must be pre-milled with a slot to match the holder profile using a solid carbide cutter provided specifically for the purpose. Steel or aluminium blanks in various sizes pre-machined with a dovetail can also be supplied.
-
Productivity doubled and scrap virtually eliminated in plastic component production
3 March 2020Subcontract machining of plastic parts constitutes the vast majority of output at the Gloucester factory of Stratos Precision Engineering (www.stratosengineering.co.uk), where the production of a particular component was causing problems that were exacerbated by the need to produce around 5,000 per year.
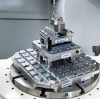
It is an acrylic manifold block for a flow control device that previously had to be clamped three times in conventional vices mounted side by side on the table of a Haas VF4 vertical machining centre. This process has been replaced by a more modern clamping system based on a four-sided tombstone and indexing trunnion supplied in October 2018 by 1st Machine Tool Accessories, Salisbury (www.1mta.com).
Specifically, the solution is a US-manufactured Chick Indexing Subsystem (www.1mta.com/indexer-subsystem). It comprises a Multi-Lok having four faces each carrying a twin-position Qwik-Lok clamp that secures two parts at once against a central jaw each time the handle is wound to closure. The whole
arrangement is mounted horizontally on a fourth CNC axis comprising in this case a Haas HRT210 rotary table and a Chick tailstock. The benefits of what appears to be a relatively simple change in workholding practice has been remarkable.
Most notable is that the operator is now able to fixture eight plastic billets at a time, close the machine doors, walk away for an hour to do other jobs, and return to unload eight parts machined on three faces, ready for a second operation to mill away material from the back face. Previously, the three cycles were carried out sequentially in individual vices mounted on the machine table. It meant that the operator had to be in almost permanent attendance to open the doors, reset the components and close the doors to be able to extract one finished part every 15 minutes, i.e. four per hour.
Production output is thus doubled, despite the cutters being in contact with the material for a similar length of time. The saving comes purely through less handling of the components coupled with the opportunity to program fewer tool changes. One cutter can move around at least two parts rather than one, and potentially eight if the cycle time can be lowered by rotating the trunnion rather than exchanging the tool when machining any given feature.
The other major advantage of the new workholding solution provided by 1st MTA is a reduction in scrap from around one part in 20 to virtually zero, as the risk of tolerance build-up through repeated refixturing is eliminated. Previously, if the operator did not blow swarf comprehensively from all of the vice jaws, the resulting misalignment of the component in any one of them meant that features could fall outside drawing tolerance, which is down to ± 0.05 mm.
With parts set up nearer to eye level due to the additional height provided by the trunnion, and the fact that it indexes through 360 degrees during the hour-long cycle so a lot of swarf falls away, management of chips in the jaws is much easier and in practice workpieces always seat correctly in the Qwik-Loks. The only time a component now has to be scrapped is if a tool breaks in-cycle, which is rare when cutting plastic materials.
Jonathan Caple, Managing Director and joint owner of Stratos Engineering with business partner and Operations Director Mark Vine commented, “We are delighted with the efficiency of the new Chick workholding system and so is our customer.
“They visited to see the new production process and have been so impressed that the occasional bottlenecks and supply interruptions have been eliminated that it prompted them to award us additional work.”
He added that two other jobs including a round component have already been put on the Chick Multi-Lok using other sets of suitably machined aluminium jaws to hold the parts securely. A similar doubling of production output has resulted in both cases.
From working for a single customer in 2013 to currently having 170 on its books spanning numerous industries from food and drink to oil and gas, Stratos Engineering has made considerable progress in just six years. A doubling of factory area within six months of starting and a further doubling in 2015 to currently 8,000 sq ft gave an indication that the subcontractor’s rise would be rapid.
Specialisation in machining plastics that many subcontractors avoid is one reason for the company’s success. Another is the regular purchase of modern CNC machine tools – the company currently operates five lathes up to 650 mm diameter capacity, five machining centres with up to 1,217 mm X-axis travel, two routers for material up to 3 metres x 2 metres and a turret mill. Up-to-date manufacturing practices on those machines, such as the use of Chick workholding, coupled with good service and delivery will undoubtedly see that success continue.
-
Upgraded rotary table is stronger and more compact
13 August 2019The Japanese manufacturer Kitagawa, represented in Britain and Ireland by sole sales agent 1st Machine Tool Accessories, has introduced the first in a new MK-series of general purpose rotary tables.
The MK200, which has a 200 mm diameter faceplate, features increased holding torque compared with the MR-series table that has been superseded. The result is faster, heavier duty, more productive machining of a clamped workpiece. As the unit is also more compact, loss of table area and working volume in a machining centre is minimised.
The manufacturer has stronger and more compact rotary tables of similar capacity in its product range, for example the GT200 and CK200 respectively, but the MK200 is designed to meet 90 per cent of all customer requirements.
It provides a rigid 4th CNC axis and reflects Kitagawa's focus on constantly improving the standard of its tables in three main areas: enhanced performance, improved mounting, and breadth of rotary joint availability.
Enhanced Performance
Clamping torque of the MK200 is 40 per cent higher at 570 Nm than that of the MR200. As with all Kitagawa tables, this maximum holding torque is determined by the point at which the force on the worm wheel causes it to displace by 30 microns. In contrast, other manufacturers use the slipping torque figure as a maximum, which Kitagawa regards as likely to cause inaccuracy at best and catastrophic failure at worst.
Additionally, drive torque is highest in class at 270 Nm and the spindle through-hole diameter has gone up from 45 to 70 mm. The type of the faceplate is specified by the customer, either with T-slots or pre-drilled holes.
The advantage is that a chuck, trunnion or other workholding device can be mounted directly onto the rotary table's spindle, reducing the distance from the spindle bearing. Such compact assembly lessens the load on the bearing, increasing rigidity and longevity.
Improved mounting
At only 155 mm from front to back, the depth of the new table is 10 per cent less than that of the former MR version. Together with recessed bolt mounting, it has allowed the footprint of the MK200 to be reduced by 40 per cent. Moreover, if a riser block is needed to raise the table's centreline, the same small footprint of 407 cm2 is preserved.
The design also reduces accumulation of chips around the base of the rotary table, reducing cleaning time and ensuring the absence of interference to the workholding system - an important consideration in automated production cells.
Wide selection of rotary joints
The MK200 accommodates built-in 6 +1 port rotary joints, compared to only 4 +1 for its predecessor. If, for example, a trunnion arrangement is in use with one end powered by the rotary table, greater flexibility of hydraulic or pneumatic workholding actuation is provided via the rotary joint housed within the large spindle bore. This avoids wear and interference due to the presence of tubing if workholding actuation is brought forward of the faceplate.
The 6+1 rotary joint includes a 12.5 mm diameter, multi-purpose hole through the centre for additional air or hydraulic services. The hole can also be used as a duct for cables feeding signals back from fixture sensors confirming correct workpiece seating. The design of the workholding configuration can thus be improved and its capabilities enhanced.
1st MTA is able to provide a high pressure 25 MPa, 4-port or 6-port rotary joint instead of the standard 7 MPa variety, enabling a further reduction in fixtures sizes as well as improved clamping speeds.
-
Efficient workholding for 5-axis machining
13 August 2019Under its sole agency agreement with the Japanese manufacturer, Kitagawa, Salisbury-based 1st Machine Tool Accessories (www.1mta.com) is offering the new Swift Klamp to machinists in the UK and Ireland. The rigid workholding product uses proven HSK tool interface technology to provide a secure, low interference, quick-change clamping arrangement that resists bending forces generated during metalcutting operations.
Designed for 5-axis machining applications but equally suited to use on 3- and 4-axis machines, the system consists of three parts - clamping head, work holder and workpiece. The head is supplied either as a manually or automatically operated HSK clamp, while the work holder comprises an HSK interface at the base and multiple options at the top for holding the workpiece, including flange clamps and side clamps.
The most efficient clamping system, however, is the dovetail interface. Its small clamping surface area allows enhanced tool access and its low profile maximises the machine tool's Z-axis travel. Workpieces up to 200 mm square or diameter can be accommodated.
The final element is the workpiece to be machined, which in the case of the dovetail holder requires a slot to be pre-milled into the raw billet to match the holder profile. A solid carbide cutter is available specifically for this purpose. Additionally, pre-machined dovetailed EN3B (070M20) steel and HE30 (6082) aluminium blanks can be supplied in various sizes for immediate use.
The manual clamping head has a versatile flange that suits multiple mounting options. Available in HSK-A40, HSK-A63 and HSK-A100 sizes, it may be set up off-line and the work holder can be exchanged within 10 seconds, minimising machine downtime.
For automated manufacturing processes, a hydraulically-actuated clamping head is available in the same HSK sizes, with seating detection and air-blow. The work holders have a standard profile to enable them to be handled by any general-purpose robot arm.
-
Manual indexing head saves programming and set-up times
13 August 2019Ideal for production shops where manual mills may still be in operation, but equally well suited to use on a CNC vertical machining centre (VMC), a new, manually adjustable indexing head has been introduced by 1st Machine Tool Accessories, Salisbury. The RotaVice can be rapidly set to position a component at a multiplicity of rotary angles in the horizontal plane for milling and drilling.
Produced in the UK, the unit is designed to be secured in a One-Lok workholding device manufactured by Chick in the US, for which 1st MTA is the sole agent in the UK and Ireland.
Expensive fixtures and the need to change machine set-ups can be avoided, saving money and time. In smaller job shops employing 4-axis VMCs equipped with a full or indexing rotary table, where there may be only one or two people able to program the machine, the load can be lightened by having an operator of a lower skill level set up a component manually for 3-axis machining.
Everything about the RotaVice is fast. First, a One-Lok may be bolted quickly onto a VMC table. Next, positioning the moveable jaw using the built-in, time saving ratchet mechanism leaves only a few turns of the handle to clamp the indexing head in a special RotaVice jaw, also made by 1st MTA, which replaces the standard One-Lok jaw. Lastly, the workpiece is secured in moments in a horizontal orientation using an array of workholding options, which include a 3-jaw chuck.
Adjusting the angle is also rapid and accurate. It is effected by turning a circular locating plate to the required angle and inserting a pin into the relevant hole, an array of which are pre-drilled into the plate at the most common angles. In the standard configuration, 5, 10 and 45 degrees are available. The standard plate can be changed for a specific plate to suit any job that involves the use of non-standard angles.
Another advantage of the RotaVice is that once the angle has been selected, it uses the clamping force of the One-Lok to secure the rotary angle. This force, which is much higher than that offered by standard dividing heads, allows significantly heavier machining cuts to be taken and delivers improved surface finish.
Altering the angle for a subsequent machining operation on the same component is similarly achieved without having to re-clamp the part, thereby avoiding loss of accuracy through tolerance build-up. Intermediate angles can be set using a rotary dial with a one degree increment scale, while very fine adjustments down to ± 0.5 degree can be made using the toggle lever mounted at the top of the unit.
Importantly, RotaVice has a large through bore with a taper and an internal thread, both of which can be configured for use with chucks, mandrels, special fixtures and backstops. These are normally not associated with standard dividing head systems.
RotaVice is available from 1st MTA to existing users and new users of Chick One-Loks in Britain and Ireland. The system can also be exported to manufacturers worldwide that use similar equipment.
-
New bar feeder for more efficient production of larger turned parts
13 August 2019The world's leading manufacturer of magazines for automatically feeding bar into CNC lathes, the Italian company Iemca, has introduced a new bar feeder designed to maximise productivity during unattended turning and mill-turning of larger diameter components in single-spindle, fixed-head lathes. Called Maestro 80, the long bar feeder is available in the UK and Ireland through sole agent 1st Machine Tool Accessories, Salisbury.
With over 100,000 bar magazine installations worldwide, a quarter of which are for material over 65 mm diameter, Iemca has over 45 years' experience of feeding large diameter bar. Among the innovative design features incorporated into the new magazine, three have been granted patents.
One protects ABACOS (Adaptive BAr COntrol System), a self-adjusting bar clamping arrangement. It is designed to carry out different operations, namely guiding the material, damping vibrations and tightening on the pusher, all without changing the guide channel over a material range of 10 mm to 80 mm diameter.
The ABACOS system can also handle non-round material - 10 mm to 65 mm hexagonal or 10 mm to 50 mm square - with a quick change of the bushes. Material length options are from 1,000 mm up to 3,200 mm, 3,700 mm or 4,200 mm, subject to a maximum single bar weight of 180 kg.
The widest spread of bar diameters that could previously be guided in one channel was 20 mm to 80 mm, an attribute of the Iemca Master 80 HF magazine. A limitation of that model is that when feeding smaller diameter bar, especially when it is not straight or of poor quality, it is necessary to reduce the rotational speed. Otherwise vibration can occur, compromising surface finish and/or dimensional accuracy of the component being produced.
On the Maestro 80, this is avoided by another patented feature, the VIBRA-DAMP COLLET with interchangeable inserts. It damps bar vibration by reducing its oscillation amplitude and lowers bending and torsional stresses on the bar.
A third patient has been granted to Iemca for its HANDYLOQ quick change collet system, which allows manual exchange within three seconds without the need to use tools.
This, together with the ability to turn bar all the way from 80 mm down to 10 mm in diameter at the lathe's maximum spindle speed, without having to stop the machine to adapt the guide channel by introducing inserts, results in bar changeover within 30 seconds and hence high spindle uptime. Return on investment is therefore fast, both in the bar feeder and the machine tool.
Another notable benefit is that due to ABACOS and a reduction in bar pusher length, it has been possible to remove the front bushing so that the magazine can be positioned closer to the lathe. It has the effect of limiting vibration further and also reducing spindle inertia, extending its life by lowering the load.
Additional advantages of the ergonomic Maestro 80 are Industry 4.0 data sharing as an option, built-in boxes at the front to facilitate access to the electrics, lubrication system and tools, a drawer for remnants, efficient cable management and a modern touch-screen control with 7 inch operator interface that includes the ability to adjust the magazine automatically for a new bar size. Additional bar loading systems to allow extended periods of unmanned running are expected during 2019.
-
Quick-change chucks save time and money
13 August 2019Reducing job set-up times is key to saving money when machining, particularly if the work repeats regularly. Switching from hard jaws needed for a first operation (op 1) to soft jaws for a second (op 2) requires removing them, cleaning the serrated interface, bolting on the soft jaws, inserting the boring ring and skimming the jaws. It all takes time, during which the spindle is not turning and production stops.
Workholding equipment supplier 1st Machine Tool Accessories, Salisbury, advises that a quick-change chuck has the ability to eliminate a majority of this wasted time, decreasing the delay between the end of op 1 and the beginning of op 2 by as much as 90 percent. Instead of wasting 20 minutes, changeover typically takes just two minutes.
The process relies on three soft jaws, machined for securing a specific component, remaining attached to their respective base jaw counterparts. Sets of these assemblies can be tightened and released quickly using a manual key, allowing them to slide in and out of a chuck with minimal delay. The solution also ensures that runout is kept within 10 µm of the original TIR (total indicator reading).
As an illustration of the possible monetary savings, 1st MTA has prepared a cost comparison that shows return on investment in a very short time. It is based on the use of a QJR (Quick Jaw Release) chuck from one of its principals, the Japanese manufacturer Kitagawa. The chuck is available in four sizes (7, 8, 10 and 12 inch) and uses the same jaws as standard chucks in the range. Moreover, the interface matches those of other manufacturers. In addition, the bore is identical to that of the large bore chucks in Kitagawa BB range, ensuring that little of the lathe's capacity is lost when swapping.
The hypothetical illustration is based on the use of a QJR10, a 254 mm quick change, 3- jaw, large-through-hole power chuck with five sets of standard metric quick-change jaws plus soft jaws, which all costs £6,124. The chuck interchanges directly with a Kitagawa BB 210 large bore chuck, priced at £2,177 with five sets of jaws, with which the comparison is made.
Average time saved when exchanging the QJR chuck instead of the BB chuck is 15 minutes. Based on three set-ups per day and an estimated machining cost of £60 per hour, the daily cost saving for the three changeovers is £45. The difference in purchase price between the two chucks is £3,947. At £45 saving per day, the time required to break even is slightly less than 88 days. On this basis, the total saving by the end of the first year is £12,478, after which the annual saving is £16,425.
Apart from the significant financial advantage, 1st MTA points out that secure, high quality workholding is an essential facet of cost-effective turning and can enhance a lathe's performance, whereas poor retention of a workpiece can reduce output, lower quality and compromise safety.
The company offers a wide variety of jaw, scroll and collet standard chucks, powered or manually operated. Tailored solutions are supplied for holding components for turning and turn-milling, ranging from slight modifications to a standard design in most cases to, for special requirements, highly engineered bespoke items. Although these are often elaborate and require increased initial investment, such solutions can be highly cost-effective, particularly in large volume production applications or when manufacturing awkwardly shaped parts.
-
New workpiece palletising and handling systems from France
13 August 20191st Machine Tool Accessories has introduced a range of workpiece handling cells that allow components to be clamped manually onto pallets, automatically loaded into store and subsequently retrieved for robotic transfer into and out of 3-, 4- and 5-axis machining centres. The equipment is ideal for long periods of unattended and lights-out running and hence for extracting maximum benefit from investment in machine tools.
The cells are manufactured by French company Engineering Data, located in Fondettes, near Tours, which has appointed 1st MTA as sole sales and service agent for the UK and Ireland. The modular pallet handling systems are said to increase production output from non-pallet-change machining centres by up to 50 per cent.
A representative model, EasyBox T30, was demonstrated on the 1st MTA stand at MACH 2018. It is a compact system with a footprint of just two square metres that can be configured to feed a machine from the left, right or front. Two versions are available for storing 42 or 64 pallets. They are equipped with a 3-axis robot capable of handling components up to 200 x 200 x 180 mm and a maximum load of 30 kg including workpiece, fixture and pallet.
Half a day's training is all that is needed for an operator to be conversant with the system, which is designed to automate small to medium batch production. The single load / unload station is positioned at an ergonomic height at the front of the store for convenient workpiece clamping and unclamping. An adjacent touch-screen panel for operating the robot is easily interfaced with all major types of machine tool control including Heidenhain, Siemens, Fanuc and Mazatrol.
A larger EasyBox T100 in a compact version for handling 100 kg pallets is also available. Additionally offered are a rail-mounted linear version, L-range, for feeding up to six machining centres and a 350-degree R-range rotary version for feeding one or two machining centres. EasyClamp self-centring vices are also available.
-
Multiplicity of workpiece clamping solutions for flexible machining cell
13 August 2019Workholding equipment supplier, 1st Machine Tool Accessories - www.1mta.com - has provided tombstones with quick-acting, versatile clamping fixtures for six of the 10 pallets in an Okuma flexible machining cell (FMC) at control valve and marine steering system manufacturer, Hydraulic Projects (Hy-Pro). In addition, 1st MTA has equipped two original tombstones with heavy duty, rapid workpiece clamping devices to minimise set-up times.
The hydraulic equipment manufacturer’s website - www.hypro.co.uk - displays a caption that reads: “Machining 95 per cent of our own components gives us control, flexibility and economy.” It also gives the company a large requirement for efficient ways of clamping its valves and pumps during manufacture.
A hallmark of the horizontal-spindle FMC at the Dawlish, Devon factory is the sheer diversity of workholding systems employed in the cell, made possible by the extensive variety of equipment offered by 1st MTA and also by the ingenuity of Hy-Pro’s engineers. They have designed and machined in-house additional fixtures that dovetail neatly with the elements that have been bought in.
The rationale for populating the FMC with bespoke, multi-component fixtures dedicated to product families is to keep the Okuma spindle running virtually continuously during manned and unmanned shifts, producing economically any batch size from one-offs to 100s.
To this end, the machine was supplied with a 218-tool magazine, so cutters are exchanged only when they are worn, eliminating the need for tool set-ups when starting a new batch. Workpiece set-up is carried out off-line at a station in the pallet pool guarding, so the spindle waits only for as long as it takes to deliver a pallet to the machine and rotate it into the working area.
The first two 400 mm pallets had already been equipped with cast iron tombstones, for which bespoke support blocks were machined by another Okuma customer in the Midlands prior to delivery of the FMC to Dawlish. For retrofitting onto these tombstones, 1st MTA supplied 32 heavy duty, expanding clamping elements from Finnish firm, OK-VISE - www.1mta.com/ok-vise. On one pallet, each serrated clamp on every face secures one component against a fixed jaw, while on the other pallet, tightening a pair of central clamps fixtures two parts simultaneously.
Machining of two types of hydraulic spool valve from iron castings is completed in two operations on this pair of pallets, 16 of each type coming off complete per cycle. Hy-Pro’s machine shop manager, Kevin Saunders, advised that one operator previously produced 32 valves per day shift, whereas the number has doubled in the FMC, as it is run unmanned into the night.
Shortly after the FMC was commissioned in November 2015, its next four pallets were fitted with US-made Multi-Lok System 5 columns from Chick - www.1mta.com/chick-system5-multi-loks, one of 1st MTA’s sole agency product lines. The four faces of each column have either a Chick faceplate to which bespoke, multiple clamping fixtures are attached, or a Qwik-Lok fixture with machinable soft jaws and strong pull-down action for clamping two larger parts simultaneously when the handle is turned. Sometimes, especially when holding castings, the latter clamping action is augmented by the addition of Chick gripper inserts tilted to match the draft angle of the casting to ensure maximum grip.
For one of the faceplates, 1st MTA supplied compact Uniforce clamps produced by another US company, Mitee-Bite - www.1mta.com/mitee-bite-products, which expand in two directions to hold a pair of components simultaneously against fixed rails. Each steel wedge spreads the clamping force uniformly on both sides. Again, speed of set-up and component load / unload is the aim, ensuring that the pallet pool is always replenished.
Within six months of production starting, two further pallets were equipped with tombstones, this time from Abbott in the US, supplied through1st MTA - www.1mta.com/abbott-tooling-columns. Traditional in style, they differ from the others on site by being made from a cast aluminium, self-ageing alloy called Tenzaloy, said to have similar damping properties to cast iron. Mr Saunders was initially doubtful of the claim, but has since been convinced, as positional tolerances of ± 25 µm are held easily on machined features of components mounted even at the top of the Abbott tombstones.
An advantage of the lighter weight, aluminium alloy columns is that there is scope for fixturing a greater number of heavy components without reaching maximum pallet load, which in the case of the Okuma machining centre is 400 kg. One of the cast iron tombstones was recently very close to this limit when fully loaded with fixtures and components.
Another Mitee-Bite product supplied by 1st MTA augments the Abbott tombstones, namely Pitbull clamps with two tool steel knife edges in a top rail and another in a bottom support rail that grip securely into the faces of iron castings. The low-profile workholding units, which were easy to configure with bespoke fixtures made in-house by Hy-Pro, provide maximum access for the tool to the workpiece for flexibility of machining.
Now that eight of the 10 pallets in the FMC have been populated with highly efficient workholding fixtures on the various styles of tooling column, the eight- or nine-hour manned shift is supplemented every day with unattended machining up to around 1.00 am, giving 16 hours of production in every 24. Mr Saunders predicts that, when fixtures have been made for the two remaining pallets, production will be extended to 22 hours per day.
He mentioned that 1st MTA has also assisted the turning department at Dawlish by providing a workholding solution for turning an aluminium cylinder end cap. An Abbott pie-jaw chuck - www.1mta.com/pie-jaws - has been supplied that fits into the counter spindle of the Colchester lathe so that the component’s outside diameter and internal profile can be turned in one hit. It is a second operation, the first being on a machining centre; the main spindle of the Colchester lathe is not involved.
For the same machine, when it is used as a twin-spindle lathe, the pie jaw is replaced by a Kitagawa QCRL42 collet chuck supplied with requisite adapter plate - www.1mta.com/collet-chucks, the Japanese manufacturer being another principal for which 1st MTA acts as sales agent in the UK. Mr Saunders prefers the collet design to a standard jaw chuck, as he says it allows higher accuracy of machined components and is easier to use, as the inconvenience of having to set and bore out chuck jaws is avoided.
He concluded, “We have to control manufacturing costs closely to compete with low-wage countries, so we need efficient machine tools allied to similar workholding practices.
“By dedicating each tombstone to machining families of parts and configuring fixtures to hold them securely and quickly, we believe that we have achieved the ideal set-up for in-house manufacture.
“1st MTA has done a good job providing us with consultancy over the past year, helping us to develop optimal workpiece clamping across eight of the 10 pallets in our Okuma cell.
“The supplier offers such a vast range of products that it was almost inevitable it would have a workholding solution to suit all of the components we manufacture.”
-
New zero-point clamping system
13 August 2019A highly repeatable zero-point clamping system in various configurations has been introduced to the UK and Irish markets by Salisbury-based 1st Machine Tool Accessories under a new agency agreement with the Czech manufacturer, V-Tech (www.1mta.com/v-tech-zero-point).
Intended primarily for highly accurate, safe clamping of workpieces on CNC machining centres, the pneumatic, quick-change system features powerful, 24 kN retraction of the clamping pin in each receiver and a positioning accuracy of better than 5 microns.
Mechanical vices, clamping chucks and bars, and special workholding fixtures can be accommodated in the receivers. Positioning slots allow precise 90-degree indexing.
The self-clamping mechanism, which uses high power springs to secure the workpiece and fixture, ensures that the force is still applied after the air has been disconnected. Pneumatic power is only required again for release.
The high clamping force of the receiver is made possible by the design of the pneumatic piston, the shape of which is optimised for even distribution of contact whilst maintaining compact dimensions.
The V-Tech zero-point system is able to drastically reduce set-up times compared with conventional workholding, greatly enhancing productivity. Clamping bases are available to hold one, two, four or six receivers, which are 135 mm in diameter but only 41 mm high, so little Z-axis travel is lost.
-
Improved workholding speeds prototyping and toolmaking
13 August 2019Plastic prototypes, electrodes and injection mould inserts
machined faster using quick-acting CNC vices
In the prototyping department and toolroom at BNL (UK), a leading British manufacturer of plastic bearings and gears, machining lead-times are much shorter following the purchase of a pair of Chick One-Lok CNC vices through sole UK agent, 1st Machine Tool Accessories.
The workholding units, which arrived in August 2015, have replaced conventional wind-up vices on two Hurco machining centres at the Knaresborough factory in North Yorkshire. Not only are workpieces secured faster, but repeatability and safety are also improved.
BNL’s toolroom supervisor Chris Hargraves said, “With a conventional vice, the movable jaw tends to ride up when a part is clamped, so you have to use a mallet to tap it down.
“Then you usually have to tap the handle to make sure the part is fully secured.
“We machine up to 50 plastic components at a time here and it was a time-consuming process that is no longer required with the One-Loks.”
He explained that the controlled clamping action produces a pull-down effect as the jaws close, so components are always seated firmly after the handle is tightened by hand. Positioning of the components is also more precise, so machining is more consistent from batch to batch.
Choice of soft or hard jaws
Hard (steel) and soft (aluminium) quick-change Chick jaws with a special machined recess on the reverse are provided through 1st MTA for the Chick One-Lok workholding system.
Hard jaws, either plain or stepped, are used when rectangular workpieces are being clamped, such as when machining impressions in tool steel moulds, profiling copper electrodes and milling aluminium fixtures for product assembly.
Soft jaws come into their own when round or awkwardly shaped components such as injection moulded plastic parts are being machined. The jaws are milled to accommodate multiple such parts and as the shape matches perfectly, they are held securely and without damage. It is never necessary to over-tighten and job set-up for repeat batches is rapid, as the jaw sets are stored for re-use.
Soft jaws cannot be used on conventional vices, which presented BNL with a number of problems. If parts were round, only two could be clamped as a third would undoubtedly not be secure. There was also a risk of marking delicate surfaces.
Avoiding these drawbacks entailed laborious manufacture of a bespoke fixture or a profiled block that sat low in the vice for holding the parts. An alternative was to clamp the parts directly to the machine table, but this also took time.
Although the prototyping section and toolroom are not production environments, they are nevertheless busy. Some customers expect work to be turned around in two days. Avoiding repeatedly losing time when fixturing components has been a major boost to productivity ever since the Chick One-Loks were purchased. Moreover, as the units are sealed against ingress of coolant and swarf, downtime for maintenance is rare.
On top of all these advantages is the speed with which the units can be closed to secure a component. It takes anything up to a minute to wind the handle of a normal vice up to 70 turns if the jaws are wide open and a small part is being clamped. By contrast, a ratchet system on the One-Lok allows the movable jaw to be positioned instantly to within a few millimetres of closure, after which the clamping action is completed with just a few turns of the removable swivel wrench.
In conclusion, Mr Hargraves pointed out an additional benefit of the One-Lok design, namely that 1st MTA offers outboard hard jaws that can be used to extend the clamping range from 203 mm to 432 mm, allowing larger parts to be machined. BNL produces aluminium fixture plates for which the optional external clamping arrangement is useful.